

很多(duō)用戶可能在使(shǐ)用卧(wò)式加工中心的時候(hòu)并(bìng)不(bú)是特(tè)别注(zhù)意其(qí)操作(zuò)要點,一些細節(jiē)性的問題往往(wǎng)容易被忽略。

立式加工(gōng)中(zhōng)心是(shì)指主(zhǔ)軸(zhóu)爲垂直(zhí)狀态(tài)的加工中(zhōng)心,其結構(gòu)形式(shì)多爲(wèi)固定立柱(zhù),工作台爲長方(fāng)形,無分度回轉(zhuǎn)功能(néng)

選擇線軌(guǐ)數控車床(chuáng)刀具(jù)工作過程(chéng)從“零件(jiàn)圖樣”開始,到達“選定數(shù)控機床(chuáng)刀具”,以(yǐ)完成(chéng)選刀(dāo)工作(zuò),而整個選(xuǎn)刀過程有兩條(tiáo)不同(tóng)的路徑
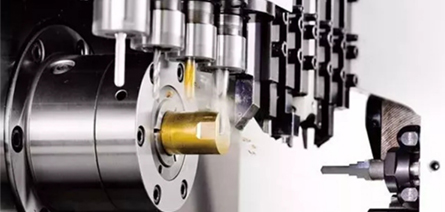
卧式加工(gōng)中心(xīn)又該如何(hé)選擇電主軸呢?電主軸是(shì)近年(nián)來在(zài)數(shù)控機床(chuáng)領域結合(hé)機床(chuáng)主軸和(hé)主軸電(diàn)機的新技術
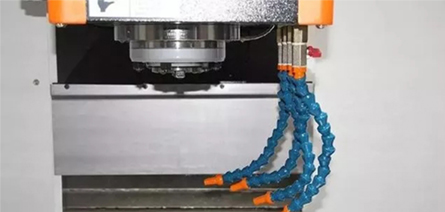
大家(jiā)的車間裏估計(jì)都會有加工中(zhōng)心,一台加工中心的精度至關(guān)重要(yào),因爲(wèi)加工中心的精(jīng)度影(yǐng)響着加工質量(liàng)
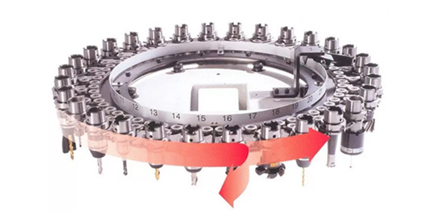
對加工任(rèn)務要求(qiú)的日益(yì)提高,所需(xū)的(de)刀(dāo)具數量往往也(yě)會逐(zhú)步增(zēng)加,所(suǒ)需的刀具(jù)數量(liàng)往往也(yě)會逐步(bù)增加

随着現(xiàn)代制造技(jì)術(shù)的發展(zhǎn),企業(yè)選用(yòng)數控(kòng)設備(bèi)已是大勢(shì)所趨。目前(qián)市面(miàn)上的數控設備(bèi)可謂琳(lín)琅(láng)滿目(mù)
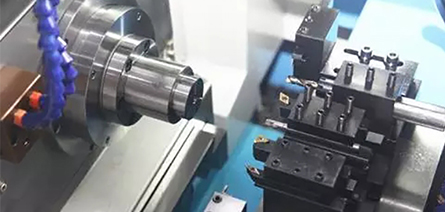
數控車床對(duì)刀是(shì)加工(gōng)中(zhōng)的重要(yào)技能,對刀的準(zhǔn)确性決定了零(líng)件的加工精度(dù),對刀效率直接(jiē)影響零件(jiàn)的加工效(xiào)率,對刀對(duì)機床(chuáng)加(jiā)工操作(zuò)非常重要。
立(lì)式(shì)加(jiā)工中(zhōng)心是指主軸軸(zhóu)線與工作(zuò)台垂直設(shè)置的加工(gōng)中心,能(néng)完(wán)成銑(xǐ)、镗削、鑽削、攻螺(luó)紋和用切削螺(luó)紋等工序(xù)
在數控(kòng)車(chē)床上車(chē)削螺(luó)紋時(shí),經常(cháng)會遇(yù)到這樣的問題:(1)車螺(luó)紋(wén)中途螺(luó)紋刀損(sǔn)壞。(2)想換(huàn)一把螺紋(wén)精車(chē)刀高速精車(chē)螺(luó)紋。(3)螺(luó)紋車好後卸下(xià)再測(cè)量,發(fā)現深(shēn)度不夠。遇(yù)到這些問題時(shí)我們往往(wǎng)束(shù)手(shǒu)無策(cè)
主要是數(shù)控編(biān)程時數控系統(tǒng)産生(shēng)的插補誤差,主(zhǔ)要由于用(yòng)直線段或(huò)圓弧(hú)段(duàn)避近零(líng)件輪(lún)廓時(shí)産(chǎn)生(shēng)的。
因爲導(dǎo)軌的(de)接觸面(miàn)積大,機(jī)床運行更加平(píng)穩,适合(hé)對(duì)機床振動要求較高(gāo)的機床,例(lì)如磨(mó)床等。

背吃刀(dāo)量的選擇要(yào)根(gēn)據機(jī)床、夾具、月具和工件的剛(gāng)度以(yǐ)及(jí)機(jī)床的功率來(lái)确定。在工藝系(xì)統允許(xǔ)的情況(kuàng)下(xià),盡可能選取較大的(de)背吃刀量。

每次調試(shì)機床,我(wǒ)們都會使用到測(cè)量工(gōng)具,最常(cháng)見的(de)就(jiù)是校表了。

角頭是(shì)數控加(jiā)工中(zhōng)心和(hé)龍門(mén)銑床的一(yī)種附件。角(jiǎo)頭安裝在(zài)機床主(zhǔ)軸(zhóu)上後(hòu),可利用刀具旋(xuán)轉中心線與主軸旋(xuán)轉中心線成一(yī)定角度加(jiā)工工件。
龍(lóng)門(mén)加(jiā)工中(zhōng)心區别于立式(shì)加(jiā)工中(zhōng)心(xīn)和卧(wò)式加(jiā)工中心,體積大(dà),加工行程長是它(tā)的主要(yào)特點(diǎn),基于此導軌的安裝不可(kě)謂不重要。
零件(jiàn)在(zài)加(jiā)工過程中(zhōng),作爲(wèi)定ding位基準(zhǔn)的表面(miàn)應(yīng)首先(xiān)加工出(chū)來(lái),以便(biàn)盡快(kuài)爲後續工(gōng)序(xù)的加(jiā)工提供(gòng)精基(jī)準。稱爲“基(jī)準先行”。
從硬件(jiàn)上講(jiǎng),機械零件的加(jiā)工是有(yǒu)很多種機械設(shè)備,如車(chē)、銑床、刨床(chuáng)、磨床、拉床(chuáng)加(jiā)工中心(xīn)等,各種設備的(de)固有加工精度(dù)都不一(yī)樣,所以要實(shí)現精密加(jiā)工(gōng),就要(yào)看你的(de)零件精(jīng)度有多(duō)高相(xiàng)應的選擇(zé)相應的(de)工(gōng)藝路(lù)線和設備(bèi);
在(zài)使(shǐ)用精(jīng)雕機的過程中,隻有(yǒu)遵循(xún)了它(tā)的相關安(ān)全操(cāo)作規(guī)範,才能有(yǒu)效地保證(zhèng)到精(jīng)雕機能夠正常(cháng)作業。
精雕(diāo)機爲(wèi)高科(kē)技機電一體化設備,對工(gōng)作環(huán)境有一定的要(yào)求;

 蘇公網(wǎng)安備(bèi)32050602012283号
蘇公網(wǎng)安備(bèi)32050602012283号
